Der Einfluss KI-gestützter Simulationen auf die Werkzeugkonstruktion und die Optimierung des Stanzprozesses
May 08, 2026
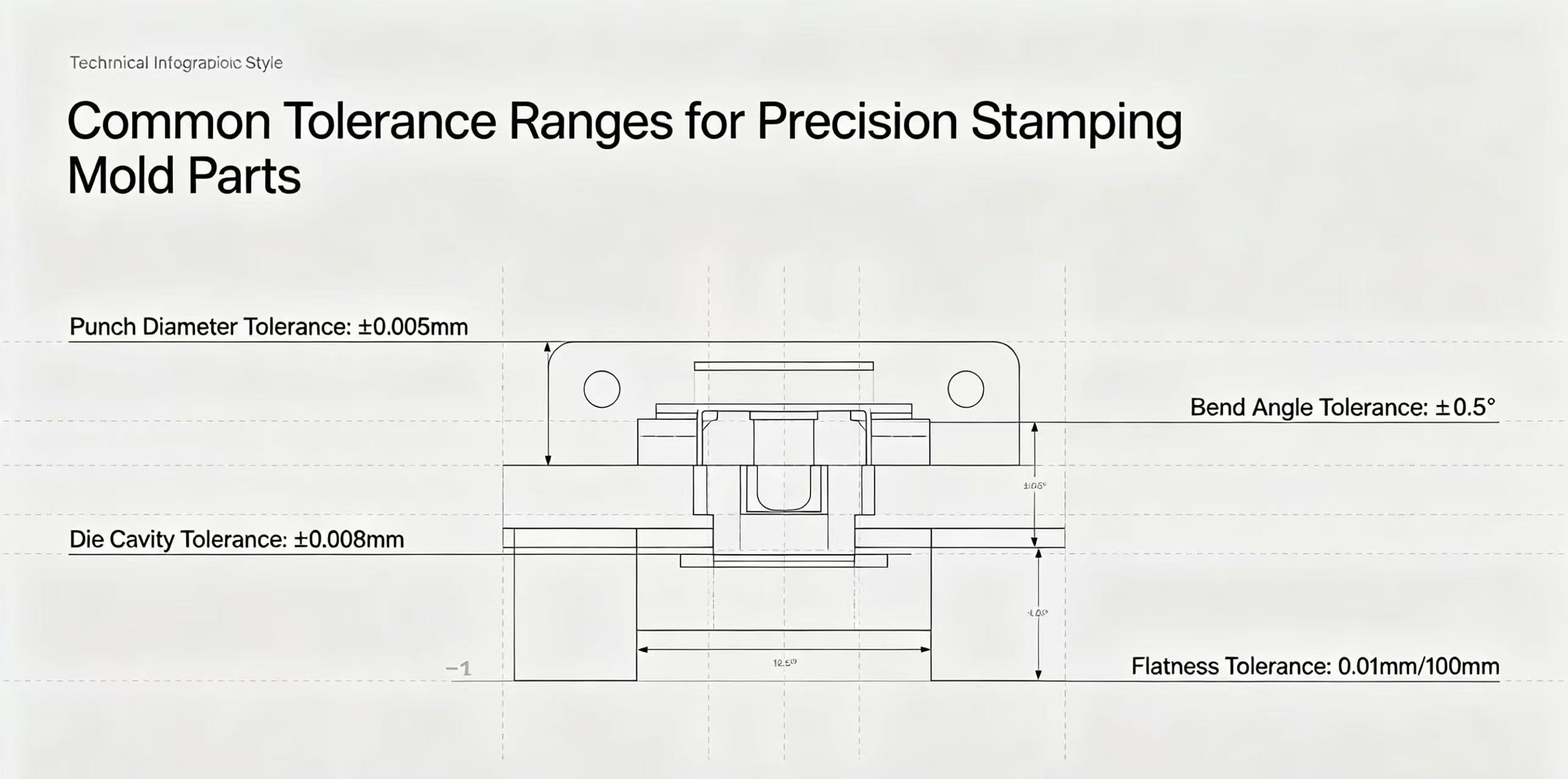
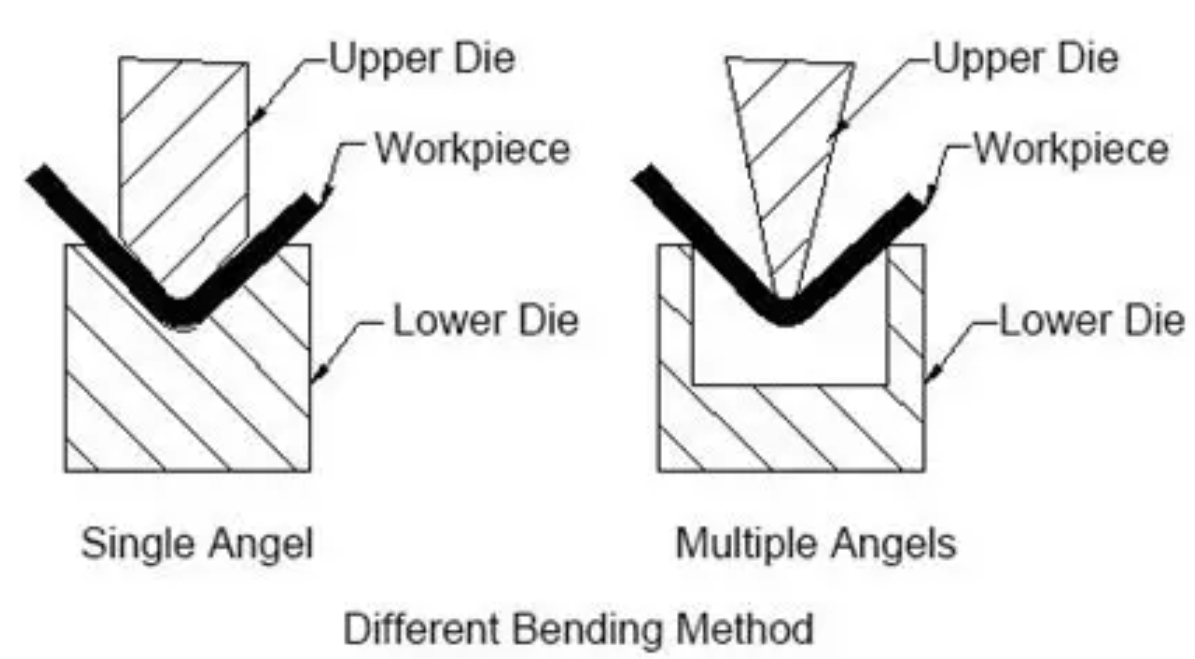
Im MetallstanzwerkzeugteileIn der Fertigungsindustrie sind Präzision, Effizienz und Kostenkontrolle die Eckpfeiler des Erfolgs. Seit Jahrzehnten sind Werkzeugkonstruktion und StanzverfahrenDie Optimierung basierte bisher stark auf Versuch und Irrtum, der Intuition erfahrener Ingenieure und zeitaufwändiger physischer Prototypenerstellung – was häufig zu Verzögerungen, höheren Kosten und schwankender Qualität führte. Heute revolutioniert die KI-gestützte Simulation diese Landschaft und wandelt traditionelle, reaktive Prozesse in proaktive, datengetriebene um, die in kürzerer Zeit bessere Ergebnisse liefern. Lassen Sie uns untersuchen, wie die KI-gestützte Simulation die Werkzeugkonstruktion und die Optimierung von Stanzprozessen revolutioniert und warum sie für zukunftsorientierte Hersteller zu einem unverzichtbaren Werkzeug wird. Die Grenzen traditioneller Werkzeugkonstruktion und -optimierungBevor KI-gestützte Simulationen zum Standard wurden, standen Werkzeugkonstruktion und Stanzprozessoptimierung vor großen Herausforderungen. Ingenieure entwarfen Werkzeuge auf Basis ihrer Erfahrung, erstellten physische Prototypen, testeten diese an Stanzmaschinen und passten die Konstruktion anschließend anhand der Ergebnisse an. Dieser Zyklus – Konstruktion, Prototyp, Test, Überarbeitung – konnte sich insbesondere bei komplexen Bauteilen mehrfach wiederholen. StanzteileEinsatzgebiete sind die Automobilindustrie, die Elektronikindustrie und die Medizintechnik. Dieser Prozess ist nicht nur zeitaufwendig (oft dauert die Herstellung eines einzelnen Werkzeugs Wochen oder sogar Monate), sondern auch kostspielig. Physische Prototypen benötigen Material, Arbeitskraft und Maschinenzeit, und jede Überarbeitung erhöht die Gesamtkosten. Hinzu kommt, dass menschliche Intuition zwar wertvoll, aber fehleranfällig ist – Faktoren wie Materialrückfederung, Werkzeugverschleiß und Spannungsverteilung lassen sich nur schwer präzise vorhersagen, was zu Fehlern im Endprodukt oder vorzeitigem Werkzeugausfall führen kann. Bei der Serienfertigung können selbst kleine Ineffizienzen im Werkzeugdesign oder in den Stanzprozessen erhebliche finanzielle Verluste verursachen.Wie KI-gestützte Simulation das Spiel verändertKI-gestützte Simulationen kombinieren die Leistungsfähigkeit der Finite-Elemente-Analyse (FEA) mit Algorithmen des maschinellen Lernens (ML) und schaffen so eine virtuelle Umgebung, in der Ingenieure Werkzeugteile und Stanzprozesse konstruieren, testen und optimieren können – ganz ohne physische Prototypen. Im Gegensatz zu herkömmlichen Simulationswerkzeugen, die manuelle Eingaben und Interpretationen erfordern, lernen KI-gesteuerte Lösungen aus Daten, passen sich an unterschiedliche Szenarien an und liefern wertvolle Erkenntnisse, die menschlichen Ingenieuren möglicherweise entgehen. 1. Vorhersagegenauigkeit für komplexe SzenarienEiner der größten Vorteile KI-gestützter Simulationen ist ihre Fähigkeit, komplexe Stanzvorgänge mit beispielloser Genauigkeit vorherzusagen. KI-Algorithmen analysieren riesige Mengen historischer Daten – darunter Materialeigenschaften, Werkzeuggeometrien, Stanzparameter und bisherige Ergebnisse –, um Muster und Zusammenhänge zu erkennen. Dadurch kann die Simulation vorhersagen, wie sich ein Werkzeug unter verschiedenen Bedingungen verhält, beispielsweise bei Änderungen der Materialstärke, der Stanzgeschwindigkeit oder des Werkzeugdrucks. Beispielsweise ist die Rückfederung – eine häufige Herausforderung beim Stanzen, bei der das Material nach der Umformung zurückfedert – mit herkömmlichen Methoden bekanntermaßen schwer vorherzusagen. KI-gestützte Simulationen können die Rückfederung präzise modellieren, sodass Ingenieure die Werkzeugkonstruktion anpassen (z. B. durch Hinzufügen von Kompensationselementen) können, bevor das Werkzeug überhaupt gefertigt wird. Dadurch entfällt die Notwendigkeit kostspieliger Nachbearbeitungen und das Risiko fehlerhafter Teile wird reduziert.2. Reduzierte Lieferzeiten und KostenDurch den Ersatz physischer Prototypen durch virtuelle Tests verkürzt die KI-gestützte Simulation die Vorlaufzeiten drastisch. Was früher Wochen dauerte, ist heute in Tagen oder sogar Stunden erledigt. Ingenieure können verschiedene Werkzeugkonstruktionen und Stanzparameter in der virtuellen Umgebung testen, Ergebnisse vergleichen und die optimale Lösung auswählen – ganz ohne Material- oder Maschinenzeitverschwendung. Dies beschleunigt nicht nur den Entwicklungs- und Produktionsprozess, sondern reduziert auch die Kosten für Prototypen, Nacharbeit und Ausschuss. Insbesondere für kleine und mittlere Hersteller ist dies ein Wendepunkt. KI-gestützte Simulationen schaffen Chancengleichheit und ermöglichen es ihnen, mit größeren Unternehmen zu konkurrieren, indem sie ihre Markteinführungszeit verkürzen und die Effizienz steigern – ohne dass massive Investitionen in physische Testgeräte erforderlich sind. 3. Proaktive ProzessoptimierungKI-gestützte Simulationen helfen nicht nur bei der Werkzeugkonstruktion, sondern optimieren den gesamten Stanzprozess. Algorithmen des maschinellen Lernens analysieren Echtzeitdaten von Stanzmaschinen (wie Kraft, Temperatur und Vibration), um potenzielle Probleme zu erkennen, bevor sie zu Defekten oder Maschinenstillständen führen. Die Simulation kann beispielsweise vorhersagen, wann ein Werkzeug voraussichtlich verschleißt. So können Hersteller Wartungsarbeiten proaktiv planen, anstatt erst nach einem Ausfall zu reagieren. Darüber hinaus kann KI Stanzparameter (wie Vorschubgeschwindigkeit, Druck und Temperatur) in Echtzeit optimieren und so eine gleichbleibende Qualität auch bei großen Produktionsmengen gewährleisten. Dies ist besonders wichtig für Branchen wie die Automobil- und Medizintechnik, in denen Fehlerfreiheit gefordert ist. Praxisanwendungen in der MetallstanzwerkzeugherstellungDie Auswirkungen KI-gestützter Simulationen sind bereits branchenweit spürbar. Beispielsweise bei einem führenden Automobilhersteller. WerkzeugherstellerKürzlich wurde ein KI-gestütztes Simulationstool zur Konstruktion von Werkzeugen für Komponenten von Elektrofahrzeugbatterien implementiert. Das Tool sagte Rückfederung und Materialfluss mit einer Genauigkeit von 95 % voraus, wodurch die Anzahl physischer Prototypen um 70 % und die Lieferzeiten um 40 % reduziert werden konnten. Dadurch konnte der Hersteller die engen Produktionsfristen für Elektrofahrzeuge einhalten und die Kosten pro Werkzeug um 35 % senken. Ein weiteres Beispiel stammt aus der Medizintechnik, wo Präzision von höchster Bedeutung ist. Ein Hersteller mikrogestanzter Medizinkomponenten nutzte KI-gestützte Simulationen, um die Werkzeugkonstruktion für winzige, komplexe Teile zu optimieren. Die Simulation half, potenzielle Belastungspunkte zu identifizieren, die zu Bauteilversagen führen könnten. So konnten die Ingenieure die Werkzeuggeometrie und die Stanzparameter anpassen. Dies führte zu einer fehlerfreien Produktionsrate von 99,8 %, gegenüber 92 % vor der Implementierung des Tools. Die Zukunft der KI in der Werkzeugkonstruktion und StanztechnikMit dem Fortschritt der KI-Technologie wird ihr Einfluss auf Werkzeugkonstruktion und Stanzprozessoptimierung weiter zunehmen. Zukünftige Entwicklungen werden voraussichtlich fortschrittlichere ML-Algorithmen umfassen, die aus Echtzeit-Produktionsdaten lernen, um die Simulationsgenauigkeit kontinuierlich zu verbessern, sowie die Integration mit anderen Industrie-4.0-Technologien wie digitalen Zwillingen und IoT-Sensoren. Dadurch entsteht ein vollständig vernetztes, intelligentes Fertigungsökosystem, in dem Werkzeugkonstruktion, Stanzen und Wartung automatisch optimiert werden. Für Hersteller, die KI-gestützte Simulationen einsetzen, liegen die Vorteile auf der Hand: schnellere Markteinführung, geringere Kosten, höhere Qualität und ein Wettbewerbsvorteil in einem zunehmend wettbewerbsintensiven Markt. Wer diese Technologie nicht nutzt, riskiert, den Anschluss zu verlieren, da Kunden präzisere, kostengünstigere Werkzeugteile und kürzere Lieferzeiten fordern. KI-gestützte Simulation ist nicht nur ein Trend – sie ist eine transformative Technologie, die die Art und Weise, wie wir arbeiten, neu definiert. Metallstanzwerkzeugteilewerden entwickelt und gefertigt. Durch die Eliminierung von Versuch und Irrtum, die Verbesserung der Vorhersagegenauigkeit und die Reduzierung von Durchlaufzeiten und Kosten hilft die KI-gestützte Simulation Herstellern, die Grenzen traditioneller Methoden zu überwinden und ein neues Niveau an Effizienz und Qualität zu erreichen. Da sich die Branche stetig weiterentwickelt, wird KI zu einem unverzichtbaren Werkzeug für jeden Hersteller, der im wettbewerbsintensiven Bereich der Metallstanztechnik die Nase vorn haben will. Werkzeugteilefertigung.










 IPv6-Netzwerk unterstützt
IPv6-Netzwerk unterstützt







