Toleranznormen für Präzisionsstanzteile: Branchenübliche Maßbezugspunkte
Apr 29, 2026
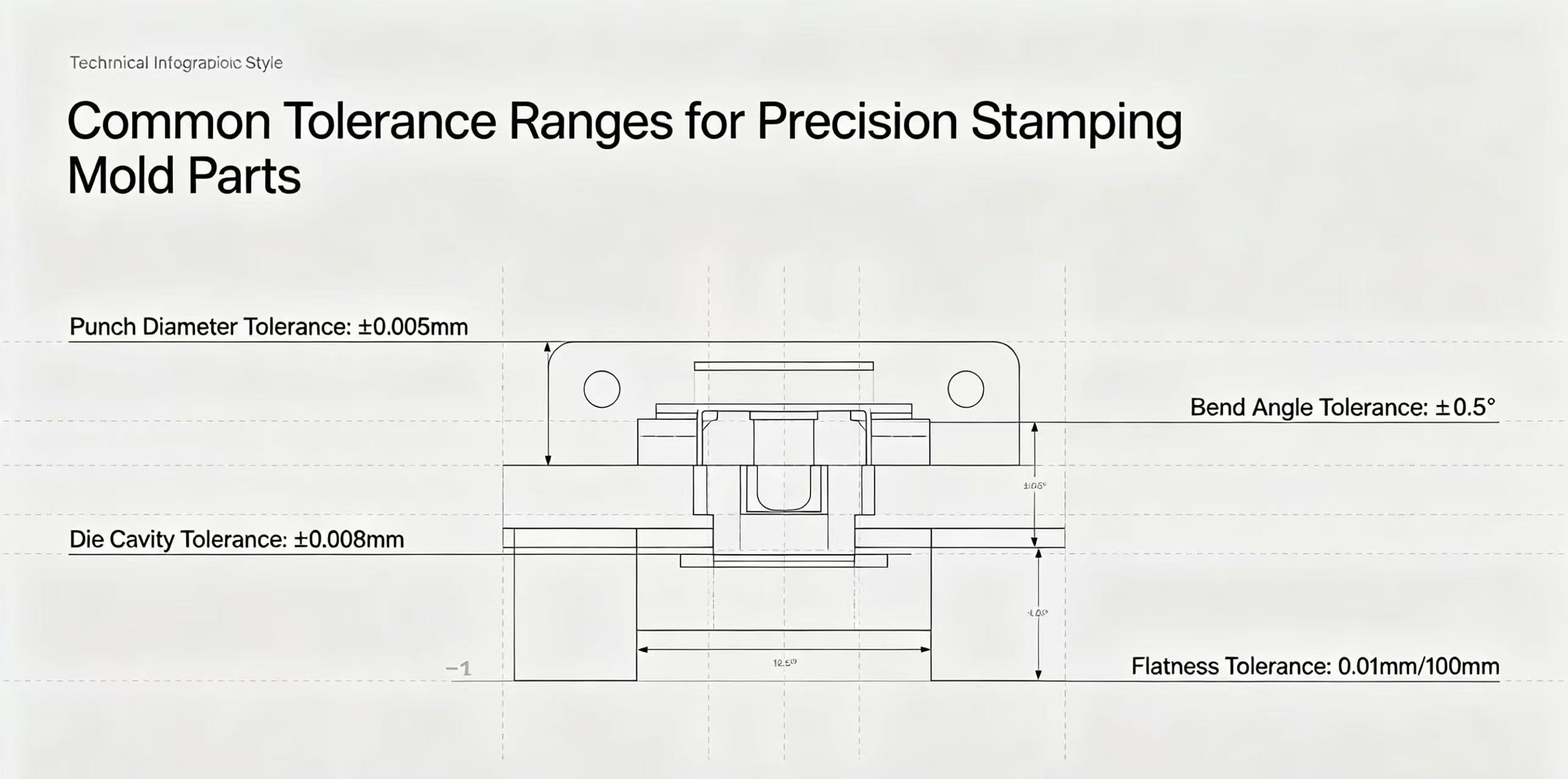
In der Präzisionsfertigung können selbst geringfügige Abweichungen zu kostspieligen Ausfällen oder Montagefehlern führen. Toleranznormen und Maßbezugspunkte sind daher entscheidend für die Zuverlässigkeit. Präzisions-StanzformLeistungsfähigkeit, die die Herstellung von gleichbleibend hochwertigen Komponenten für die Automobil-, Luft- und Raumfahrt- sowie Elektronikindustrie ermöglicht. Was sind Toleranznormen für Präzisionsstanzformteile?Toleranznormen definieren zulässige Abweichungen in FormteilGröße, Form und Position müssen präzise aufeinander abgestimmt sein, um nahtlose Funktionalität und Austauschbarkeit zu gewährleisten. Im Gegensatz zum allgemeinen Stanzen erfordert das Präzisionsstanzen enge Toleranzen – typischerweise ±0,001 bis ±0,005 Zoll (±0,025 bis ±0,127 mm) – basierend auf Branchenstandards, Materialeigenschaften und den Anforderungen des Endprodukts. Diese Normen bringen zwei Hauptziele in Einklang: die Gewährleistung der Austauschbarkeit der Teile (für einen einfachen Chargen-/Herstellerwechsel) und die Balance zwischen Präzision und Herstellbarkeit, wobei übermäßig enge Toleranzen vermieden werden, die die Kosten unnötig in die Höhe treiben. Industrieübergreifende Maßbezugssysteme: Die Grundlage der ToleranzkontrolleMaßbezugssysteme sind Referenzpunkte, -linien oder -ebenen, die Toleranzmessungen standardisieren. Ohne eindeutige Bezugssysteme verlieren präzise Toleranzen ihre Bedeutung und führen zu Fehlausrichtungen und fehlerhaften Teilen. Die Industrie verwendet ein „Bezugssystem (ZBS)“ mit drei primären Bezugspunkten: 1. Primärbezugssystem (Bezugssystem A)Die wichtigste Referenzfläche (oft eine ebene Fläche wie die Trennfläche der Form oder die Unterseite der Grundplatte) gewährleistet die Ausrichtung mit der Stanzpresse. Sie schränkt drei Freiheitsgrade (X/Y/Z-Translation) ein und definiert die Basislinie für alle Messungen. 2. Sekundärbezugssystem (Bezugssystem B)Senkrecht zum primären Bezugspunkt, wodurch zwei weitere Freiheitsgrade (X/Y-Rotation) eingeschränkt werden. Typischerweise eine Seitenfläche, ein Schlitz oder ein Stift (z. B. die Seite eines Stempelschafts), um die Ausrichtung relativ zu Bezugspunkt A zu verstärken. 3. Tertiäres Datum (Datum C)Senkrecht zu den primären und sekundären Bezugspunkten, wodurch der letzte Freiheitsgrad (Z-Rotation) eingeschränkt wird. Ein kleines Merkmal (z. B. Bohrung, Kerbe) dient der Feinjustierung der Position und gewährleistet die vollständige Bauteilfixierung.Wichtige Industrienormen für Toleranzen und BezugspunkteGlobale Standards bieten Herstellern eine gemeinsame Sprache und gewährleisten so die Konsistenz der Lieferkette und eine klare Kommunikation im Designbereich: 1. ASME Y14.5 (GD&T)Der Goldstandard für geometrische Bemaßung und Tolerierung (GD&T) definiert Symbole und Regeln für Bauteilmerkmale. Die 2018 aktualisierte (und 2024 bestätigte) Norm legt den Schwerpunkt auf Bezugspunkte zur Kontrolle geometrischer Toleranzen und findet breite Anwendung in der Automobil-, Luft- und Raumfahrt- sowie Elektronikindustrie. 2. ISO 2768 (Allgemeine Toleranzen)Definiert allgemeine Toleranzen für nicht markierte lineare/winklige/geometrische Merkmale mit vier Klassen (F/M/C/V). Die meisten PräzisionsformteileVerwenden Sie feine/mittlere Toleranzklassen und vereinfachen Sie die Zeichnungen durch Reduzierung redundanter Toleranzmarkierungen.3. DIN 6930 (Stanzteile aus Stahl)Speziell für gestanzten Stahl entwickelt, berücksichtigt es das Scherverhalten des Metalls (z. B. durch Walzen), das die Toleranzen beeinflusst. Es spezifiziert vier Genauigkeitsstufen für Abmessungen, Rundlauf und Symmetrie, die in der europäischen Automobil- und Industriebranche üblich sind. 4. ISO 8062-3 (Formteile)Schwerpunkt ist die Einhaltung von Maß- und Geometrietoleranzen für Formteile (einschließlich Präzisionsstanzformen), die Definition von Güteklassen und Bearbeitungszugaben für eine globale Konsistenz. Gängige Toleranzbereiche für PräzisionsstanzformteileTypische Bereiche bieten ein ausgewogenes Verhältnis zwischen Präzision und Kosten und variieren je nach Bauteilfunktion, Material und Prozess:Stempel und Matrizen: Kritische Oberflächen (Stempelspitzen, Matrizenhohlräume): ±0,001–±0,005 Zoll (±0,025–±0,127 mm); nicht kritisch: ±0,005–±0,010 Zoll (±0,127–±0,254 mm).Führungsbolzen und Buchsen: Durchmesser/Konzentrizität: ±0,0005–±0,001 Zoll (±0,0127–±0,0254 mm); Spiel: 0,0005–0,001 Zoll, um ein Verklemmen zu vermeiden.Formbasen: Montage-/Bezugsflächen: ±0,001–±0,002 Zoll (±0,0254–±0,0508 mm) für die Pressenausrichtung.Ausstechen/Durchstechen: Ausstanzen: ±0,05 mm; Stanzen: ±0,05 mm (Durchmesser/Position); Präzisionsstanzenreduziert sich auf ±0,025 mm.Faktoren, die die Toleranzauswahl beeinflussenDie Auswahl der Toleranz erfordert die Berücksichtigung von vier Schlüsselfaktoren: EndproduktfunktionKritische/sicherheitskritische Bauteile (Medizin/Luft- und Raumfahrt) erfordern engere Toleranzen (oft ±0,001 Zoll) als nicht kritische Bauteile. MaterialeigenschaftenWeichere Werkstoffe (Aluminium, Kupfer) halten Toleranzen besser ein als harte Werkstoffe (hochfester Stahl), bei denen unter Umständen eine Werkzeugkompensation für die Rückfederung erforderlich sein kann. Herstellungsprozess: Folgeverbundwerkzeuge und Servopressen ermöglichen engere Toleranzen; Werkzeuge mit geringem Spiel (5–10 % der Materialdicke) verbessern die Kontrolle.KostenToleranzen enger als ±0,001 Zoll erfordern Spezialwerkzeugeund die Temperaturregelung, was die Kosten exponentiell in die Höhe treibt. Zusammenfassend lässt sich sagen, dass das Verständnis branchenüblicher Maß- und Toleranznormen unerlässlich ist, um die Leistung von Präzisionsstanzformen zu optimieren, Ausschuss zu reduzieren und die Endproduktqualität sicherzustellen. Durch die Einhaltung etablierter Normen wie ASME Y14.5 und ISO 2768 sowie die sorgfältige Abwägung von funktionalen Anforderungen und Herstellbarkeit können Hersteller zuverlässige und kostengünstige Formteile fertigen, die den Anforderungen moderner, präzisionsgetriebener Branchen gerecht werden. Mit dem technologischen Fortschritt werden sich auch diese Normen weiterentwickeln, doch ihr Kernzweck – die Bereitstellung eines konsistenten und zuverlässigen Rahmens für die Toleranzkontrolle – bleibt der Eckpfeiler der Präzisionsstanzfertigung.






 IPv6-Netzwerk unterstützt
IPv6-Netzwerk unterstützt







